Технология обработки оптических линз с покрытием
2026-01-23

Технологический процесс холодной обработки оптики
1-й переход:
Фрезерование (Грубая шлифовка). Удаление неровностей, пузырей и включений с поверхности заготовки (припуск около 0.05–0.08 mm). Придание детале первичной формы.
2-й переход:
Тонкая шлифовка. Удаление нарушенного (трещиноватого) слоя, оставшегося после фрезерования, фиксация значения радиуса кривизны (R).
3-й переход:
Полировка. Повторная обработка тонкошлифованной линзы для достижения требуемого качества поверхности и внешнего вида.
4-й переход:
Промывка. Очистка поверхности полированной линзы от остатков полировального порошка. Предотвращение появления коррозионных пятен (налета).
5-й переход:
Центрировка (Окантовка). Шлифовка внешнего диаметра линзы до заданного размера.
6-й переход:
Нанесение покрытий. Нанесение одного или нескольких слоев (цветных, просветляющих и др.) на поверхность линзы методом вакуумного напыления.
7-й переход:
Чернение (Нанесение краски). Нанесение слоя черной краски на нерабочие поверхности (торцы) для предотвращения паразитных бликов.
8-й переход:
Склейка. Соединение двух линз с противоположными значениями R и одинаковым внешним диаметром с помощью оптического клея.
Специальные процессы: Обработка блоком (многолинзовая обработка), обработка малых сфер, резка струной.
Примечание: В зависимости от технологии, последовательность может незначительно меняться (например, порядок чернения и склейки).
Технология полировки стеклянных линз
Полировка выполняется на полировальных станках с использованием полировального порошка или суспензии. Необходимо задать параметры времени, давления и др. После полировки требуется немедленная промывка (или замачивание), иначе полировальный порошок засохнет на стекле, оставив трудноудаляемые следы.
1. Материалы полировального порошка Полировальные порошки обычно состоят из оксида церия, оксида алюминия, оксида кремния, оксида железа, оксида циркония, оксида хрома и др. Разные материалы имеют разную твердость и химические свойства в воде, поэтому сферы их применения различаются. Твердость по Моосу оксида алюминия и хрома составляет 9, оксида церия и циркония — 7, оксида железа — ниже. Оксид церия обладает высокой химической активностью по отношению к силикатным стеклам и сопоставимой твердостью, поэтому он широко используется для полировки стекла. Для увеличения скорости полировки в порошок оксида церия часто добавляют фтор. Смешанные редкоземельные порошки с низким содержанием церия обычно содержат 3–8 частей фтора; чистый оксид церия обычно не содержит фтора. Для стекол серий ZF (тяжелый флинт) или F, которые обладают меньшей твердостью и высоким собственным содержанием фтора, следует выбирать полировальные порошки, не содержащие фтор.
2. Зернистость оксида церия Чем крупнее зерно оксида церия, тем выше шлифующая способность, что подходит для твердых материалов. Для стекол ZF следует использовать более мелкий порошок. Важно отметить проблему распределения частиц: средний диаметр (D50) определяет скорость полировки, а максимальный диаметр частиц (Dmax) определяет точность и чистоту поверхности. Для достижения высокой точности необходимо контролировать наличие крупных частиц.
3. Твердость полировального порошка Истинная твердость зависит от материала (у оксида церия — около 7 по Моосу). Различия в "ощущаемой" твердости разных марок оксида церия связаны с тем, что порошок часто представляет собой агломераты. Добавление более твердых материалов (например, оксида алюминия) повышает шлифующую способность и износостойкость.
4. Концентрация полировальной суспензии Концентрация суспензии определяет скорость полировки: чем выше концентрация, тем выше скорость. При использовании мелкозернистого порошка концентрацию следует соответственно снижать.
Полировка линз
После тонкой шлифовки абразивной суспензией на поверхности оптической линзы остается трещиноватый слой толщиной около 2–3 мкм. Метод устранения этого слоя — полировка. Механизм полировки схож со шлифовкой, но используются другие инструменты и жидкости (suspenzia). Материалы инструмента: сукно (cloth), полиуретан (polyurethane) и смола (pitch). Для достижения высокой точности поверхности чаще всего используется высококачественная полировальная смола. При полировке смолой, благодаря ее мелкозернистой поверхности, полировальная жидкость разогревает поверхность линзы за счет трения. Это вызывает микроплавление и течение стекла, срезание грубых вершин и заполнение впадин трещин, постепенно удаляя нарушенный слой.
В настоящее время основным полировальным порошком является оксид церия (CeO2). Пропорции смешивания суспензии зависят от стадии: в начале полировки и при притирке формы используется более высокая концентрация. Когда поверхность становится блестящей, переходят на более низкую концентрацию, чтобы избежать эффекта "апельсиновой корки" (помутнение поверхности).
Кинематика полировки аналогична шлифовке, но условия среды более строгие. Основные моменты:
В смоле и суспензии не должно быть примесей во избежание царапин.
Поверхность смоляного полировальника должна идеально соответствовать поверхности линзы, иначе возникнет вибрация, захват порошка и появление царапин.
Перед полировкой убедиться в отсутствии глубоких царапин или выколок после шлифовки.
Проверить соответствие размера и материала инструмента.
Проверить твердость и толщину смолы.
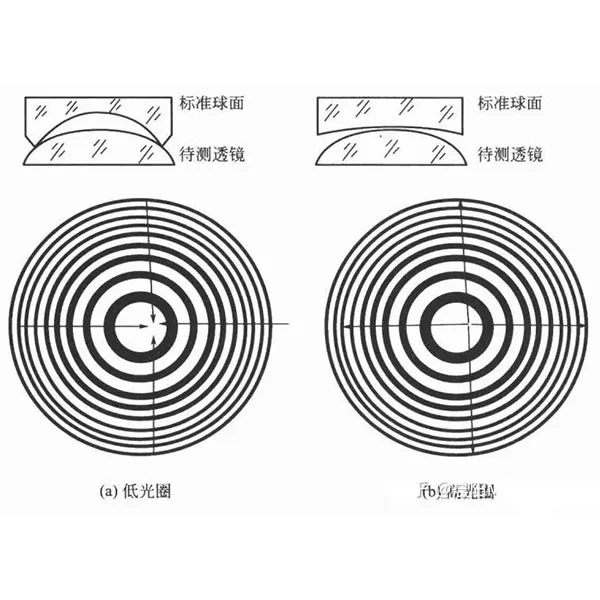
В процессе полировки постоянно контролировать состояние поверхности и точность (интерференционные кольца). Поскольку проверка дефектов (царапин, точек) часто визуальная, контролер должен четко знать стандарты и использовать эталонные образцы.
Детальное описание технологии (Старение процесса и параметры)
1. Полировальный порошок
1.1 Требования к порошку:
a.Равномерная зернистость, твердость немного выше твердости обрабатываемого материала.
b. Чистота, отсутствие примесей, вызывающих царапины.
c.Определенная форма кристаллической решетки и дефектов, наличие самозатачиваемости.
d.Хорошая дисперсность и адсорбция. e. Химическая стабильность, отсутствие коррозионного воздействия на деталь.
1.2 Типы и свойства:
Оксид церия (CeO2): Частицы многоугольной формы с явными гранями, средний диаметр около 2 мкм, твердость по Моосу 7–8, удельный вес ~7.3. Бывает белым (чистота >98%), светло-желтым, коричнево-желтым.
Оксид железа (FeO3, Крокус): Сферические частицы, размер 0.5–1 мкм, твердость 4–7, удельный вес ~5.2. Цвет от желто-красного до темно-красного.
Вывод: Оксид церия эффективнее по скорости, но для деталей с высокими требованиями к чистоте поверхности Крокус дает лучший результат.
2. Материал подложки полировальника (нижний слой)
2.1 Полировальная смола (Вар): Смесь канифоли и битума (асфальта) в разных пропорциях. Используется для прецизионной полировки.
2.2 Волокнистые материалы: Сукно, войлок и другие волокна используются, когда требования к точность формы поверхности (интерференционным кольцам) невысоки.
3. Контрольно-измерительные приборы Для измерения радиуса кривизны, углов призм и др. используются: оптический гониометр, лазерный плоский интерферометр, сферометр, прибор теневого метода (нож Фуко).
4. Процесс полировки и регулировка Добавление суспензии должно быть умеренным. Мало жидкости — мало рабочих частиц, низкая эффективность. Много жидкости — лишние частицы не работают, температура падает, эффективность снижается. Концентрация: Слишком низкая (много воды) — падает температура и эффективность. Слишком высокая (мало воды) — влияет на давление, порошок распределяется неравномерно, возникает локальный перешлифов, портится качество формы (кольца). Также снижается удельное давление и затрудняется удаление шлама, поверхность становится грубой. Обычно начинают с более густой суспензии, а к концу процесса используют более жидкую и добавляют реже. Это повышает чистоту. pH суспензии должен быть 6–8 во избежание коррозии.
Коррекция (Ретушь) интерференционных колец (полос): Если контроль показывает отклонение, корректировку проводят изменением скорости шпинделя, давления, относительной скорости, смещения поводка, длины штриха и подрезкой смолы.
a. Повышение скорости шпинделя: Увеличивает интенсивность полировки на краях (в зоне контакта с верхним инструментом). Опыт: слишком высокая скорость повышает температуру, смола размягчается, эффективность коррекции падает.
b. Увеличение нагрузки (давления): Увеличивает интенсивность во всей зоне контакта, также повышает температуру и размягчает смолу.
c. Увеличение смещения поводка (шпинделя верхнего звена): Позволяет одновременно обрабатывать центральную часть верхнего звена и краевую часть нижнего звена.
d. Увеличение длины штриха (амплитуды): Увеличение скорости качания ускоряет полировку центра верхнего звена и края нижнего. e. Нарезка канавок (подрезка): Уменьшает площадь контакта и трения в зоне канавок, снижая эффективность полировки в этих местах. Напротив, в зонах без канавок эффективность растет. Равномерная нарезка канавок улучшает прилегание смолы к кривизне детали и облегчает доступ суспензии, снижая нагрузку на привод станка.