Невидимая плоскостность: как параметр N влияет на качество изображения?
2025-09-26
Когда мы оцениваем объектив, мы часто слышим такие параметры, как «диафрагма f/1.8» или «апертура f/4», которые определяют количество света и глубину резкости. Однако в области оптической обработки и контроля качества существует еще один важнейший параметр, который описывает не размер отверстия, а точность отклонения поверхности оптического элемента от идеальной сферы. Этот параметр, называемый «количеством колец Ньютона (N)» или «оптической силой», хотя и малоизвестен широкой публике, является невидимым фундаментом, определяющим качество изображения светофильтров GIAI и всей оптической системы.
")
Сегодня мы приоткроем завесу тайны над параметром N и посмотрим, как этот показатель «плоскостности» микромира влияет на макроскопические результаты вашей съемки.
I. Что такое параметр N (количество колец)? — «Медосмотр» для поверхности
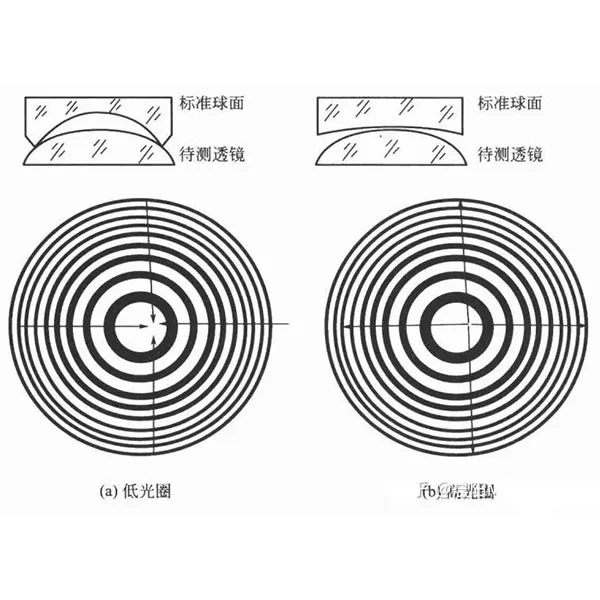
Представьте, что вам нужно проверить, является ли стекло абсолютно плоским. Один из самых точных методов — использование «волновой природы» света: освещение поверхности эталонным пучком света (идеальной сферической волной). Если отраженная световая волна встречается с другой эталонной волной, возникают интерференционные полосы, похожие на рябь на воде.
Идеальная ситуация: Если поверхность стекла безупречна, отраженная волна также будет идеальной сферической, и при наложении на эталонную волну образуется серия абсолютно равномерных, прямых «интерференционных полос».
Реальная ситуация: Любая обработанная поверхность имеет микроскопические неровности. Эти неровности вызывают деформацию отраженной волны, заставляя интерференционные полосы искривляться.
")
Параметр N (количество колец) — это показатель, используемый для количественной оценки степени этого искривления. В частности, расстояние между двумя соседними светлыми полосами (H) соответствует разности оптического хода в одну длину волны ($\lambda$). Значение N определяется отношением величины искривления полосы (h) от идеального положения к интервалу между полосами (H). Проще говоря, он измеряет степень «неровности» поверхности. Чем меньше значение N, тем ближе поверхность к идеальной форме и тем выше точность обработки. Например, точность поверхности при N=0.1 намного выше, чем при N=1.
")
")
«Общая ошибка» и «Местная ошибка» в оптической обработке:
Параметр N (Общая ошибка формы / Power): Описывает общую тенденцию отклонения всей поверхности, что можно понимать как «общий наклон». При полировке крайне важно различать «высокие» и «низкие» кольца:
Низкое кольцо (Вогнутая поверхность / Яма): При легком нажатии на центр элемента интерференционные полосы сжимаются от краев к центру, что означает, что центр углублен относительно краев.
Высокое кольцо (Выпуклая поверхность / Бугор): При легком нажатии на центр интерференционные полосы расходятся от центра к краям, что означает, что центр выступает относительно краев.
Местная ошибка ($\Delta N$ / Irregularity): Описывает резкие изменения отклонения профиля поверхности в пределах небольшой зоны относительно общей тенденции (N). Это можно понимать как «локальные крутые склоны или ямы». Поверхность может иметь очень пологий общий наклон (малое значение N), но локально содержать крутые неровности (большое значение $\Delta N$), что также приведет к сильному рассеянию света и ухудшению изображения.
II. Конкретное влияние параметра N на качество изображения светофильтров
Светофильтр, будь то абсорбционный или интерференционный, при использовании в оптическом тракте перестает быть просто «фильтром цвета», становясь важным оптическим элементом. Точность его поверхности напрямую участвует в формировании светового потока.
1. Влияние на резкость и контрастность — корень размытия Это самое прямое влияние. Когда свет проходит через фильтр с отклонениями поверхности, его волновой фронт искажается.
Идеальный фильтр: Падающая плоская или сферическая волна после прохождения сохраняет идеальную форму, все лучи точно сходятся в одной точке плоскости изображения, края изображения четкие, контрастность высокая.
Фильтр с плохой поверхностью (большое значение N): Действует как микроскопическая «некачественная линза» в оптическом тракте. Это вызывает дополнительную сходимость или расходимость лучей, в результате чего свет, который должен был собраться в точку, рассеивается в пятно. Результатом является снижение резкости всего изображения, размытие деталей, появление серых переходных зон на черно-белых границах и снижение контрастности.
Простая аналогия: Это похоже на то, как если бы вы смотрели на пейзаж через стекло с легкой рябью: общие контуры пейзажа видны, но все детали покрыты пеленой размытия.
2. Внесение аберраций, особенно сферической Разработчики оптических систем используют сложные комбинации линз для коррекции аберраций (таких как сферическая аберрация, кома и т.д.). Кривизна и материал каждой линзы тщательно рассчитаны.
Нарушение баланса: Когда вставляется светофильтр с нерегулярной поверхностью (значение N не соответствует стандарту), он становится «незапланированным» оптическим элементом, вносящим дополнительные аберрации, не предусмотренные разработчиком, наиболее частой из которых является сферическая аберрация.
Проявление сферической аберрации: Лучи, параллельные оптической оси, после прохождения через систему не могут собраться в одной точке. Фокусное положение краевых и центральных лучей различается. Это приводит к тому, что центр изображения может быть относительно четким, но чем ближе к краям, тем сильнее размытие, что особенно заметно при съемке с большой диафрагмой.
")
3. Фатальное влияние на интерференционные фильтры — равномерность длины волны Для интерференционных фильтров (работающих на принципе многослойной тонкопленочной интерференции), широко используемых в флуоресцентной микроскопии и спектральном анализе, влияние параметра N является критическим. Характеристики таких фильтров сильно зависят от толщины пленки и угла падения света. Их центральная длина волны (CWL) и полоса пропускания (FWHM) рассчитываются в предположении, что поверхность подложки идеально плоская.
Последствия отклонения формы: Если сама подложка имеет отклонение кривизны (большое значение N), это означает, что толщина каждого нанесенного слоя пленки также будет неравномерной в разных зонах. Результат:
Неравномерность яркости/цвета: Длина волны света, проходящего через центр фильтра, может составлять 500 nm, а на краях из-за изменения эффективной толщины пленки может сместиться до 502 nm или 498 nm. На камерах с большой матрицей (например, полнокадровых CMOS) это проявляется в виде виньетирования или цветового градиента, что серьезно влияет на количественный анализ и высокоточную цветопередачу.
4. «Эффект бабочки» при интеграции системы В высокоточных оптических системах (таких как астрономические телескопы, литографические машины, микроскопы высокого класса) множество оптических элементов должны быть строго соосны и софокусны. Фильтр с плохой поверхностью может стать «слабым звеном» всей системы.
Внесение напряжений: При установке фильтра, если его собственная форма неидеальна, сила зажима может вызвать микродеформацию, еще больше ухудшая форму поверхности и даже повышая риск растрескивания.
Сложность калибровки: Систему трудно полностью откалибровать обычными средствами для устранения аберраций, вызванных дефектами самой подложки, из-за чего производительность системы никогда не достигнет теоретического максимума.
III. Взгляд со стороны оптической обработки: как контролировать параметр N?
Контроль значения N — это чрезвычайно тонкий технологический процесс. Оптики-технологи достигают цели через серию этапов:
Грубая и тонкая шлифовка: Использование абразивов разной зернистости для постепенной шлифовки стеклянной заготовки до формы и размеров, близких к целевым.
Полировка: Это самый ответственный этап. С использованием полировального порошка (например, оксида церия) и полировальника, поверхность линзы подвергается длительной и точной полировке при высокоскоростном вращении. Технолог, опираясь на опыт и данные интерферометра, постоянно корректирует давление и траекторию полировки, чтобы «сшлифовать» возвышенности и «заполнить» низины, постепенно уменьшая значение N.
Контроль и обратная связь: На протяжении всего процесса интерферометр служит «глазами» технолога. Он в реальном времени генерирует интерферограммы, наглядно показывая значения N и $\Delta N$. Технолог оценивает состояние обработки по форме и количеству полос, формируя замкнутый цикл «обработка — контроль — доработка» до тех пор, пока требования спецификации не будут выполнены.
Изготовление высокоточного оптического элемента (с низким значением N) требует дорогостоящего оборудования, высокого мастерства и большого количества времени, что является одной из причин высокой стоимости прецизионной оптики.
")
Параметр N (количество колец) — это микроскопическая линейка точности, которая макроскопически глубоко влияет на качество изображения, получаемого с помощью светофильтров: от общей резкости и контрастности кадра до качества изображения по краям и спектральной однородности, критически важной для интерференционных фильтров.
Поэтому при выборе светофильтров, особенно в сферах высокоточной визуализации, научных исследований и прецизионных измерений, нельзя обращать внимание только на центральную длину волны и коэффициент пропускания. Необходимо рассматривать параметр N (общая ошибка) и $\Delta N$ (местная ошибка) как ключевые показатели. Отличный фильтр должен иметь не только «хороший цвет», но и «хорошую фигуру». Понимание этого поможет вам сделать более разумный выбор среди множества оптических продуктов GIAI и гарантировать, что качество ваших изображений будет безупречным.